Theory of Continuous Mixing with Ribbon Screws and Paddle Screws
Continuous mixing offers excellent operating efficiency for producing a steady output in consistent conditions. It does however, place higher demands on the system set up than a batch process, where the constituents can be independently prepared and certified prior to entry to the mixer.
An Ajax continuous mixer operates on a small cross section of product that, in principle, contains the correct ratio of the required final make-up. The machine function is to successively replicate a disturbance process that re-organises the bulk, to progressively increase the degree of 'disorder' until suitable homogeneity is obtained. This is more efficient than employing significant axial sections to convey only and concentrating the work input by opposing the product transfer at a small region. Fixed blades are more secure for production use, although adjustable blades may be employed for test purposes.
Two main techniques are used to achieve a cross sectional mix, according to the nature of work input needed to secure the appropriate condition. To blend fine powders that are not very cohesive it is usual to run the machine at a fast speed to induce a high degree of dilate agitation. This action separates the particles and allows the different components to diffuse in the mass. The corresponding cross sectional loading of the machine is relatively low. Paddle type blades are usually used in this mode.
More intensive effort is required to merge cohesive powders and liquid/solids mixtures. In this case the machine is run at a higher cross sectional fill so that the blades shear the product in a confined state and thereby induce higher stresses to affect the dispersion. 'Lynflow' ribbon blades are generally employed for higher work input and to counter any tendency for product build-up on the blades and shafts.
It should be recognised that continuous mixers may have to accommodate short-term variations in the output of the component feeders. A continuous system cannot compensate for a protracted deficiency of an ingredient but can deal with fluctuations of a cyclic or erratic nature if the average output within a short period falls within acceptable bounds.
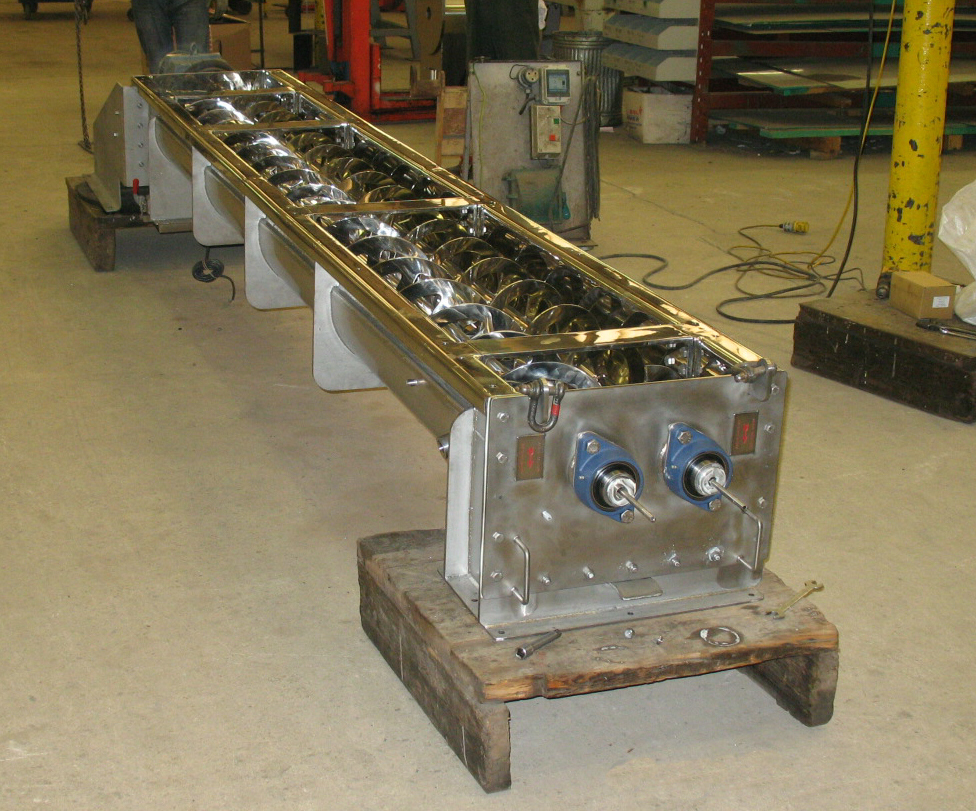
Single shaft ribbon and paddle mixers.
These are often used for simple applications, such as light blending, easy back-mixing for flash dryers and the like and attenuating fluctuating feeder outputs. Simple ribbon mixers allow a degree of back spillage that causes light mixing and axial diffusion. The blades can be cut and folded, or pegs fitted, to give extra disturbance to the contents but only for relatively free flowing bulk materials. The lack of confining capacity limits the degree of work input that can be induced. Paddles may be quadrant or ribbon shaped and sometimes sharpened to separate the bulk easier and reduce build-up on the ribs. LynflowTM ribbons are especially designed to counter the adhesion of product to the shaft and blades.
Twin shaft machines ribbon and paddle mixers
These are the 'work horses' of continuous mixers, being highly flexible and capable of high output rates. Twin overlapping screws rotating down at the outer walls brings the material into a compression triangle in the centre of the casing. This confined region allows relatively high shear loads to develop at high cross sectional loading of the machine as the submerged blades converge within the mass. Ribbon type screws allow product to be expressed and introduce a degree of back-mixing in the machine. It should be noted that the two shafts might be oriented with the mixing blades in either an 'even-space' or 'close-space' mode, the close spacing of the blades increases the amount of shear imparted to the product. This relates to the axial relationship of blades on the two shafts, which almost invariably point towards each other when square on during rotation. This alignment is usually set by the factory according to the degree of work input considered appropriate for the duty. To change, one shaft has to be rotated at 90 degree relative to the other. This means disconnecting the spur gears and re-aligning the blades to simultaneously pass through the horizontal position. Lynflow blades are specified to deal with sticky or cohesive products that would otherwise tend to stick on shafts and paddles.
The angle of the blades is set at around 70 degrees to the shaft for general use. Flatter blades are fitted for more agitation and finer settings for dealing with difficult flow materials.
See Also
AJAX Continuous Mixers
Continuous Mixers for Food Production
Continuous Mixers for Chocolate Bars
Project Chariot
Mixer for Cereal Bar Production
AJAX Mixer Brochure