Reducing Waste at MEL Chemicals
MEL Chemicals and Ajax Equipment increase Zirconium chemical manufacturing productivity and reduce process waste
Manchester-based, MEL Chemicals is the world’s leading manufacturer of zirconium chemicals and zirconium oxides. Although the only supplier of zirconium intermediates outside China, competition has never been fiercer and so it is striving continually to increase productivity and reduce unnecessary waste. Working with its long time solids handling equipment supplier Ajax Equipment, MEL Chemicals has been able to achieve both goals.
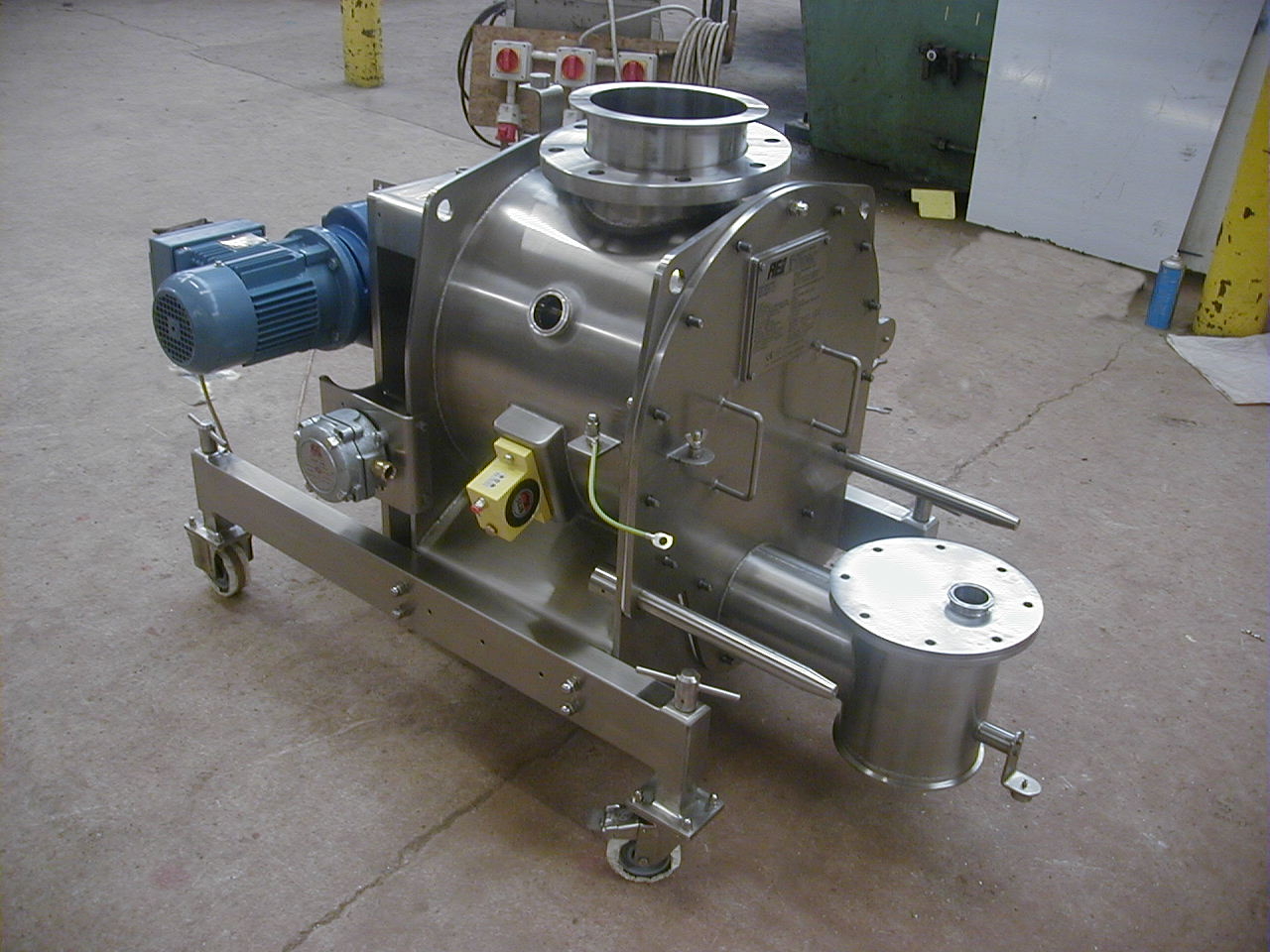
Zirconium chemicals are widely used in automotive catalysis production, cross linking polymers for paper production and the ceramics industry. High quality is essential for the chemicals to perform successfully. To obtain the zirconium carbonate intermediate, MEL Chemicals has to first crack the zirconium sand to remove silica impurities by heating it in a furnace to to produce the basic zirconium carbonate as a fine powder. The sand is held in buckets as it passes through the furnace. Each bucket empties its load of cracked sand into a chute and is then transferred to a storage hopper via an Ajax lumpbreaker, two Ajax screw conveyors and a bucket elevator. The first conveyor has a cold-water jacketed to cool the sand which in turn transfers the sand to another screw conveyor with a water cooled auger, which feeds the bucket elevator.
MEL Chemicals identified the way in which it dealt with the buckets of uncracked sand as an area for productivity improvement. As the zirconium sand emerges from the furnace a detector automatically checks whether it is cracked. The cracked sand is a dry powder and easily processed by the screw conveyors. However the uncracked sand is a hot liquid which when tipped into the screw conveyor sets as a solid lump on contact with the cold surface of the conveyor, effectively taking the conveyor out of action for a couple of days while it is cleaned.
The way in which MEL Chemicals dealt with the uncracked sand suggested an area for process improvement. To get around the problem of uncracked sand putting the screw conveyor out of action, MEL Chemicals plays it safe. As the buckets move along the belt to tip their load of sand into the chute, if a wet bucket is detected, the buckets either side of the wet one are emptied into a waste chute and a 45 gallon drum for subsequent disposal. “We need to make sure that no wet sand got into the screw conveyor. As a consequence our detector is extremely sensitive and often errs on the side of caution,” says Steve Williams, engineering manager, MEL Chemicals. The detector's sensitivity sometimes leads to good cracked sand being identified as uncracked sand and automatically routed for waste disposal. In these instances MEL Chemicals was losing not only one bucket of cracked sand but three buckets.
“Reducing the incidence of good sand being lost to waste would increase our productivity as well as reducing waste. We asked Ajax Equipment to work with us on the developing a materials handling solution that would make sure the uncracked sand was disposed of without coming into contact the screw conveyor, yet keep the good cracked sand in the process even when the detector thinks it is uncracked. Recycling the cracked sand is not possible once it enters the waste disposal drum,” explained Steve Williams.
A visual inspection of the sand as it emerges from the furnace can instantly tell the operator whether or not the sand is cracked. Lyn Bates, managing director, Ajax Equipment, recommended that the existing chutes be replaced with a sliding twin chute arrangement allowing the suspect sand to be held for 'off-line' inspection by the operator. “By detaching the lumpbreaker from the cracked sand chute outlet and instead attaching it to the screw conveyor inlet we were able to get free movement of the chutes. By using one of the shutes to hold the suspect sand we could move it over to return it to the process if it was cracked and if not open a slide valve to dispose of it in the waste drum,” he commented.
The twin chutes are mounted on a sliding frame such that when potentially uncracked sand is detected the waste chute moves over to capture the three buckets worth of sand and moves back, allowing production to continue using the other chute. The sand held in the waste chute is now inspected visually by the operator. If it is uncracked sand the shute's bespoke slide valve is opened and it's contents dropped into the waste drum. If, however, the sand is cracked the chute is simply moved into position over the lumpbreaker / conveyor and the slide valve opened.
Since its installation six months ago the sliding twin chutes have significantly reduced the amount of zircon sand going to waste disposal, while enabling continuous zirconium carbonate production. “We have a good working relationship with Ajax Equipment such that we can simply phone them and talk through a problem. This latest project has drawn on Ajax’s engineering skills to come up with a simple, yet efficient way of reducing zircon sand waste, said Steve Williams.