Integrating Hoppers and Feeders
1) Establish the minimum orifice size necessary for reliable flow. If the material has difficult flow properties use a Mass Flow Vee-shaped hopper section, with vertical or slightly diverging end faces and a slot length of at least three times its width. Extraction must take place over the whole cross section of the outlet for a Mass Flow hopper to work.
2) For Non-Mass Flow Hoppers and 'Collecting' Screw feeders that may be occasionally covered, with material, (as with dust collectors and hoppers for plate filters), it can still be useful to incorporate pitch changes along the length of the screw. Variable pitch screws reduce starting loads and extract from more than one region of the bed over the outlet slot. However, if the screw has to deliver a regulated amount of material, the section of screw nearest to the outlet end of the hopper must be covered with material for the full discharge rate to be maintained.
3) Check that the flight tip clearance is large enough to avoid particle trapping, to avoid wedging or granule degradation. But also ensure that the residue in this clearance does not continue up the hopper side slope, to prevent material slipping on the wall or to provide a 'toe' to support an arch. It is good practice to adopt a 'U' shape of feeder casing, so that the vertical sides of the screw casing allows material to pass from the hopper outlet onto the screw, without interference from static residue in the flight tip clearance.
4) Make sure that the distance from the outlet end of the hopper wall to the start of the outlet is adequate to retain the hopper contents when the screw stops. A length of two screw diameters is usually sufficient, unless the bulk material is in a loose condition. Note, - that a screw will not restrain a fluidised powder. If the product is prone to 'flushing', fit a valve on the discharge port, interlocked to be open only when the screw is running, and even then provide an emergency override 'close' switch to stop flow if the discharge rate becomes excessive.
5) Always confirm that the outlet cannot block, be obstructed or admit a reverse gas flow. Un-vented rotary valves leading into pneumatic conveyors often pass back air by leakage and via returning vane pockets. With no means of escape this air can oppose flow from the hopper. Allow a gas by-pass route for the material to flow freely from the feeder. Although screws can develop powerful axial forces, bulk solids will not transfer pressure round corners or any distance along channels or ducts. 6) When feeding damp or 'sticky' material it is good practice to expand the casing at the outlet and slightly project the underside beyond the down-wall of the discharge chute, so that the material falls free of chute wall contact. Fit a torque limiter or a level detector to isolate the drive if there is any prospect of back up from subsequent equipment. Frustrated screws are unforgiving, and bent-back flights are difficult to straighten.
7) Remember that the starting torque for a discharge screw may be many times the running torque, because of the higher initial shear strength of a confined bulk solid, particularly with firm granular materials. For tough duties, and where flow is not a problem, include some overpressure protection in the form of inverted Vee inserts along or across the outlet slot. Some types of variable speed drives have poor starting toque characteristics, therefore they have to be sized on this basis for feeders, rather that on full running speed duty. Calculations for feeder starting torque are difficult to come by, because it depends upon the shear strength and frictional nature of the bulk material. Do not rely upon figures that related to feeder dimensions only. Unless you have specific experience, refer to measured material property test results and first principles of screw mechanics, ( or a specialist ).
8) Distinguish clearly between average and instantaneous feed rate. Between what limits must each fall? Cyclic variations can arise from angular position of screw flight rotation. Short term fluctuations occur due to end point cohesive instabilities with poor flow products and, even with very free flowing materials, small erratic 'flushes; take place on the slope of discharge repose because of small 'avalanches' at low feed rates. Feeds to short residence life equipment, such as high-speed mills and flash dryers, require an even, short term, feed. Feeds to sensitive batch weighing units also require uniform feed streams for consistent 'in-flight' weights. Where the following equipment is more tolerant by attenuation longitudinal feed stream variations, feed rate accuracy can be related to averages on a longer time scale.
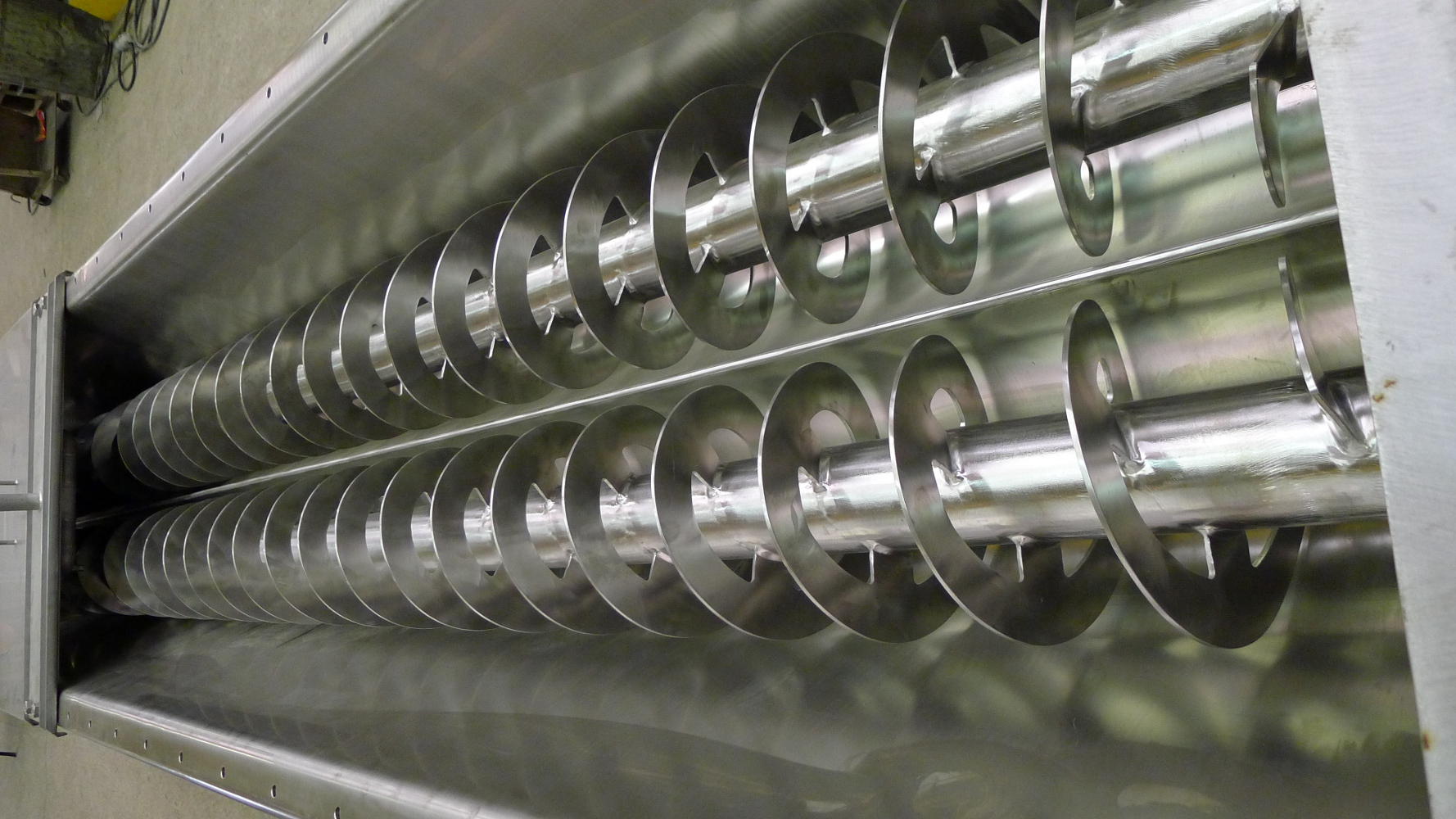
9) When a damp or cohesive material is to be handled, use ribbon screws to avoid the product building up in the corner where the screw flight joins to the centre-shaft. (Ajax LynFlowTM ribbons have a special form for improved non-clog performance, that eliminates the square corner connections of the ribbon stay to the shaft).
10) Reversible discharge screws are useful, but special care is needed top ensure that the flight construction is completely uniform in order to avoid compacting material within the screw form during transfer in one of the directions. For this reason it is not good practice to use extended lengths of uniform construction screws acting as feeders, unless special care is taken in their construction.
Cantilever mounted feeder screws allow enormous design flexibility for easi-clean, direct end outlet configurations, simple direct acting cut-off valves, and for forming 'plug seals' to counter pressure differentials and to offer protection for the screw and the product against high temperature or vapour-laden atmospheres. Consult the experts for special designs. The cost of even simple operational problems usually overwhelm the extra capital cost for custom built equipment, and its good to have the technical support on hand to address any adverse eventualities that may arise, regardless of responsibility.
For more information on AJAX's screw feeders please visit our
Screw Feeder page or call AJAX on 44 (0)1204 386723.